

Коэффициент ковки — показатель, используемый для обозначения степени деформации металла в процессе ковки, обычно определяемый как соотношение площади поперечного сечения металла до и после ковки.
Методом расчета коэффициента ковки может быть коэффициент ковки при удлинении или коэффициент ковки при осадке. Коэффициент удлинения при ковке относится к отношению площади поперечного сечения стального слитка или заготовки до удлинения к площади поперечного сечения после удлинения. Коэффициент высадки при высадке, также известный как коэффициент высадки или степень сжатия, относится к отношению площади поперечного сечения стального слитка или заготовки после высадки к площади поперечного сечения до высадки. Выбор коэффициента ковки имеет решающее значение для обеспечения качества и производительности поковок, при этом необходимо учитывать такие факторы, как различные металлические материалы, требования к производительности ковки, типы процессов, а также форма и размер поковок. Например, слитки легированной конструкционной стали обычно требуют более высокого коэффициента ковки, тогда как слитки электрошлаковой стали имеют лучшее качество и требуют меньшего коэффициента ковки.
Величина коэффициента ковки напрямую влияет на механические свойства и качество ковки металла. Увеличение коэффициента ковки полезно для улучшения структуры и свойств металла, но чрезмерный коэффициент ковки также может привести к ненужным отходам и увеличению рабочей нагрузки. Поэтому, обеспечивая качество поковок, целесообразно выбирать как можно меньший коэффициент штамповки.
1. Основное определение коэффициента ковки.
Отношение площадей поперечного сечения металлической заготовки до и после ковки называется коэффициентом ковки. Он представляет собой величину деформации ковки, а коэффициент ковки можно рассчитать по следующей формуле:
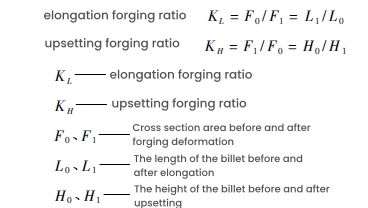
2. Методика расчета коэффициента ковки.

Примечание:
(1) Коэффициент ковки стальных слитков с фаской не включается в общий коэффициент ковки;
(2) При непрерывном удлинении или осадке общий коэффициент ковки равен произведению коэффициентов вспомогательной поковки;
(3) При удлинении между двумя высадками и удлинении между двумя высадками общий коэффициент поковки равен сумме коэффициентов двух вспомогательных поковок, и требуется, чтобы каждый коэффициент поковки был не менее 2.
О нас:
Уси Чанжунь обеспечил высокое качество трубные решетки, насадки, фланцыи поковки для теплообменников, котлов, сосудов под давлением и т. д. по индивидуальному заказу для многих известных нефтехимических предприятий в стране и за рубежом. Среди наших клиентов PetroChina, Sinopec, Chevron, Bayer, Shell, BASF и т. д. Отправьте свои чертежи по адресу sales@wuxichangrun.com Мы предоставим вам лучшее предложение и продукцию высочайшего качества.
Наша компания располагает 27 буровым оборудованием первоклассных мировых и отечественных брендов, в том числе 11 сверлами для глубоких отверстий. У нас есть такие преимущества, как большие спецификации обработки (максимальный диаметр 8,6 м), серийное производство, продуманные технологические планы и стандартизированный контроль качества. Обработанные трубные листы широко используются в таких отраслях, как опреснение морской воды, теплообменники, сосуды под давлением, бумагоделательные машины, нефтепереработка, паровые турбины и атомная энергетика.









 IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
IPv6 ПОДДЕРЖИВАЕТСЯ СЕТЬЮ
